















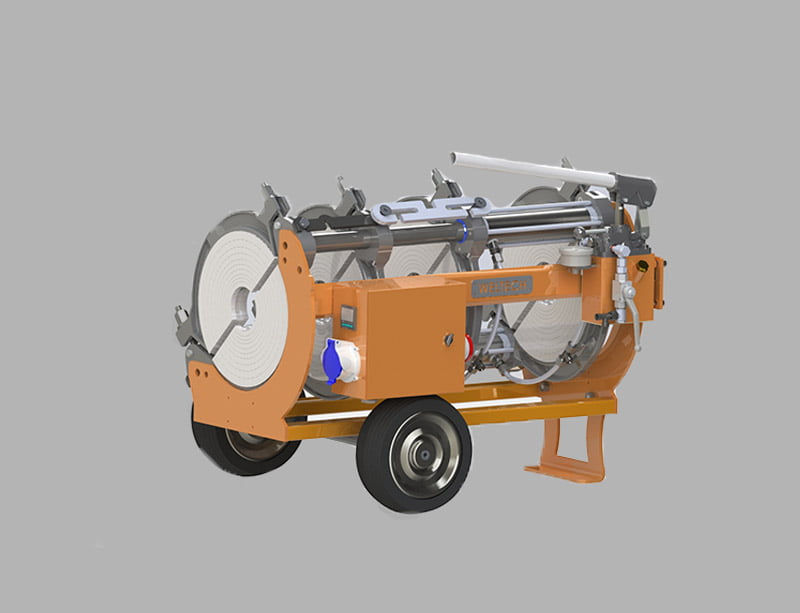

























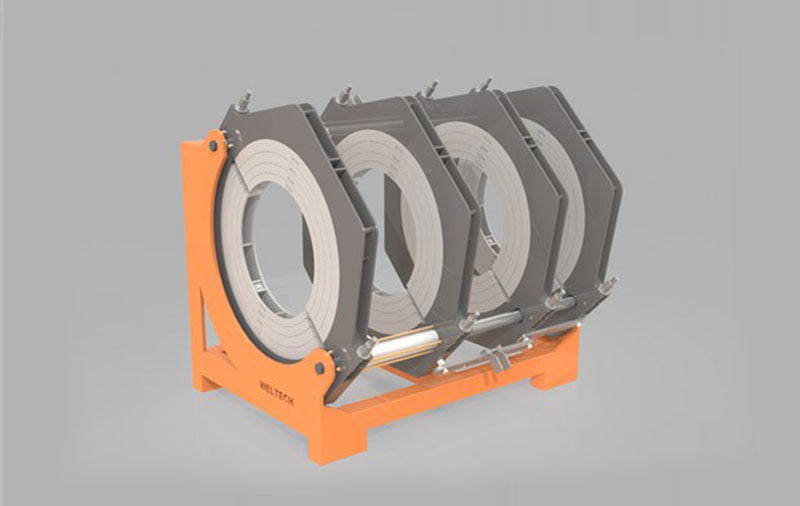



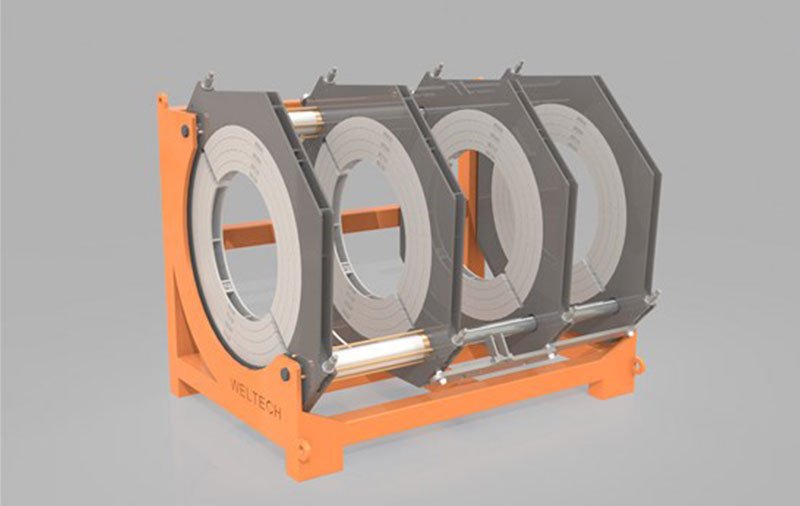











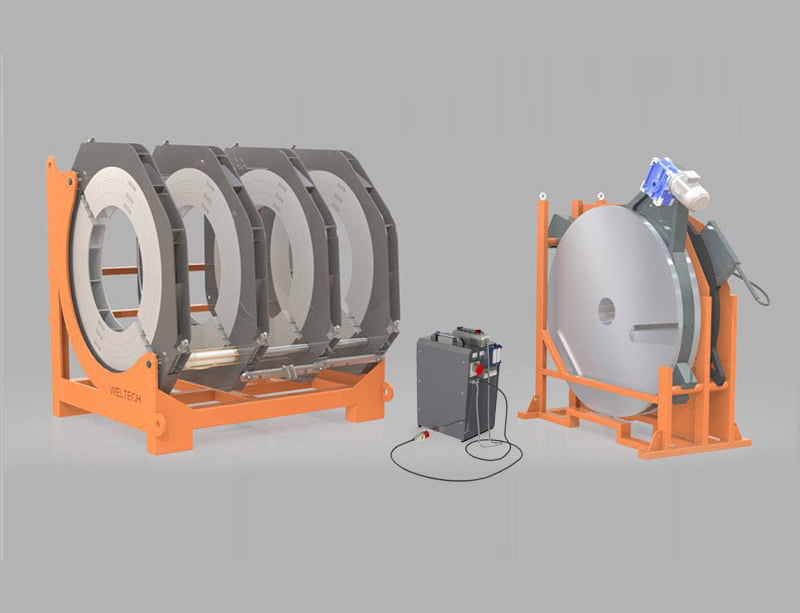
Butt Welding Main Body
Butt Welding Machine Main Body; With two movable and two fixed clamps on it, it supports the plastic pipes to be welded, fixing and centering them. Hydraulic pressure force is applied to the system. With the two pistons on the carrier shaft, this force directs the movable clamps back and forth and provides the movement required for the welding process to take place.
Trimmer
Butt Welding Machine Trimmer; It is a butt welding machine element that cleans the butt of the pipes fixed and centered on the main body with the two rotary blades on the right and left sides and the cutter blades on these blades, before the heating process and makes it ready for heating. The rotary motion of the trimmer is provided by the motor and reducer group on it.
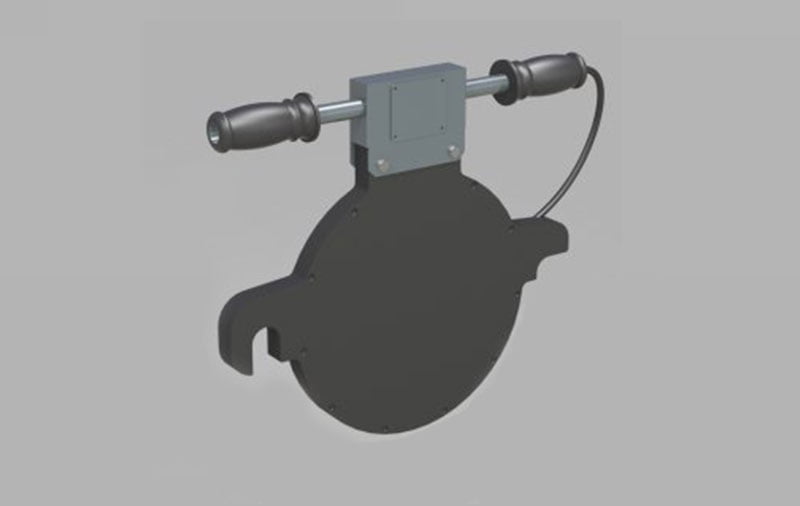
Heater
Butt Welding Machine Heater; It is the butt welding machine element that prepares the pipe butt surfaces, which are brought to the desired roughness by the shaving process, for the joining process by heating them with the heating plate. The temperature adjustment of the heater is made with the temperature adjustment thermostat located on the heater.
Enclosure and Support Box
Butt Welding Machine Housing and support box; It prevents heat loss of the heater and the shaver protects against external influences (impact, water, etc.) by supporting the heater.
Operation of Butt Welding Machine and Welding Process
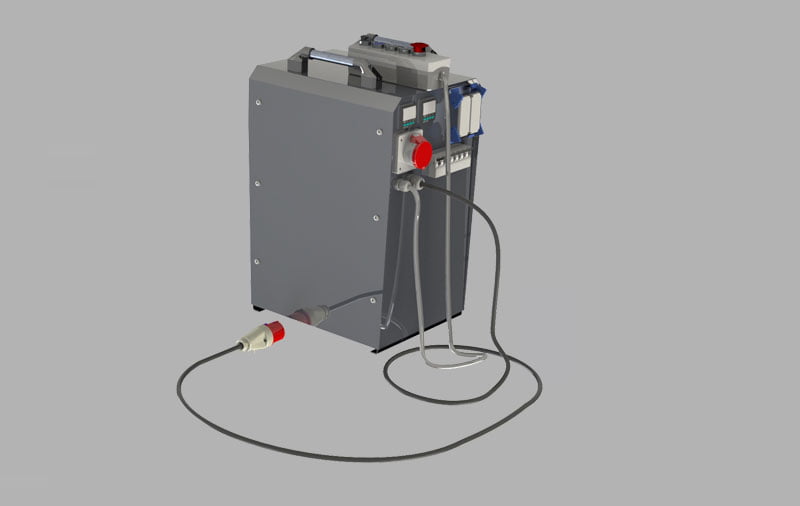
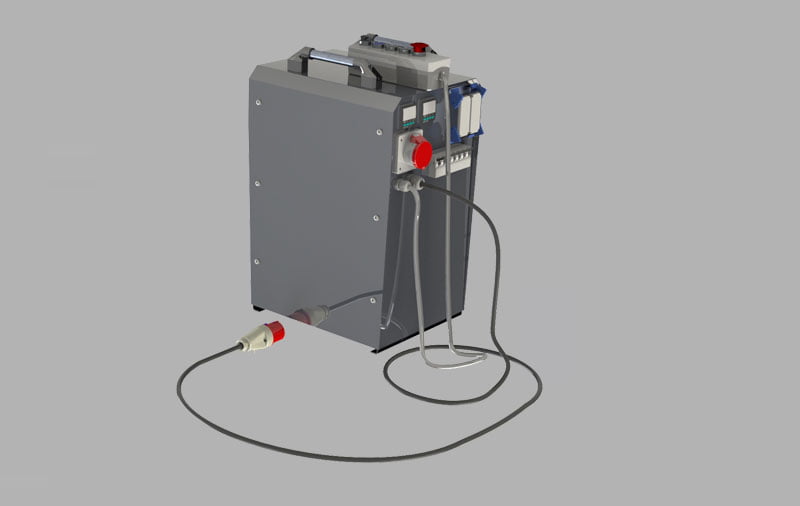
- The power plug of the electrical unit is inserted into the generator or any 220V – 380V plug.
- Before starting the welding process, the heater is attached to the electrical panel, electricity is supplied and heated.
- The movable clamp group is operated forward and backward using the movement arm and the problem-free movement of the machine is observed.
- Dies suitable for the pipe diameter are selected, and the pipes are connected to the main machine with die plates, taking into account the space required for shaving.
- The trimmer is taken from the storage box and placed on the carrier shafts on the main body. The safety pin is closed.
- The plug of the trimmer is plugged into the plug on the electric unit and operated by pressing the start button. Surfaces to be shaved in cold weather must be thawed.
- By turning the lever clockwise, the movable clamp group, which has previously connected pipes, is moved towards the shaver in working condition and the shaving process is started. It is shaved until we make sure that the pipe surfaces are smooth and smooth. The shaving pressure to be used should be controlled between 20 ~ 60 bar.
- After it is observed that the pipe surfaces have been cleaned, the plug of the trimmer is removed from the electrical panel and placed in its reservoir in the trimmer box.
- It is checked that the iron, which was previously plugged into electricity, reaches the set welding temperature. For welding heat, temperature table “T.01” is taken as reference.
- The iron that has reached the desired temperature is taken from the storage box and placed on the carrier shafts.
- Pipes are attached to the teflon coated ironing surface. According to the material and diameter value from the attached table, the welding force for lip thickness (first heating) is found. Taking into account the lip thickness (mm) parameters, lip thickness is obtained and the first heating process is performed.
- After the lip thickness (first heating) is obtained by respecting the time and force parameters, the powerless heating (final heating) process is started. Here; The pipe ends are heated without applying force, in accordance with the heating time given in the attached table. After the heating process is completed, the clamp jaws are opened backwards (counterclockwise) and the iron is removed and placed in its reservoir in the storage box. Then, by applying the welding force given in the table, the pipes are brought to the butt and welding process is performed. Note: The initial heating (lip thickness) force is the same as the welding force.
- After the welding process is carried out, the boiled pipe is allowed to cool for the time given in the attached table and cooled. In this way, the welding process ends.
- In CNC model machines, the total welding pressure is found automatically by the machine.
- Hydraulic Oil SHELL 46 is used
Advantages of Butt Welding Machines for HDPE Pipe
Butt welding machines for HDPE pipe offer a number of advantages over other types of welding machines. HDPE pipe is a strong and durable type of plastic pipe, making it ideal for a variety of applications. Butt welding machines are designed to join HDPE pipes quickly and efficiently with minimal heat and pressure.
- The main advantage of butt welders for HDPE pipes is that they can create strong, sealed welds in a fraction of the time compared to traditional welding methods. This makes them ideal for large-scale projects such as laying water or gas pipelines.
- Butt welders are designed for use with HDPE pipe so they can accurately and reliably create a secure connection between two pipe segments. This eliminates the need for additional fittings, which can be costly and time-consuming to install.
- Butt welders also offer a high degree of accuracy and precision. This is because the machines are designed to precisely align two pipe segments before welding them together. This helps ensure welds are strong and secure and pipes are joined in the right direction.
- Butt welding machines are equipped with automatic controls that ensure easy and consistent operation.
- Butt welders are relatively inexpensive and easy to use. They require minimal setup and can be operated by a single person, making them ideal for small scale projects.
- Butt welders are designed to be lightweight and portable, so they can be moved to different locations as needed. This makes them an ideal choice for contractors who need to weld HDPE pipe in multiple locations.