























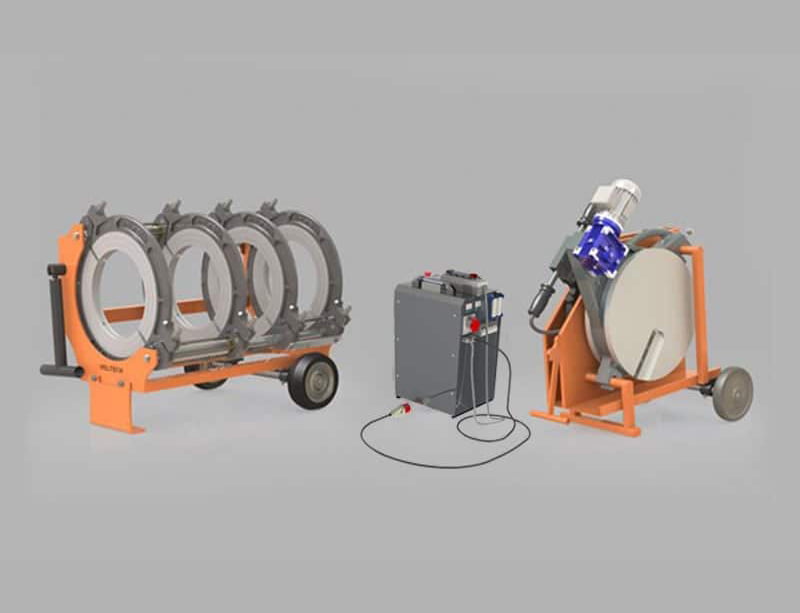





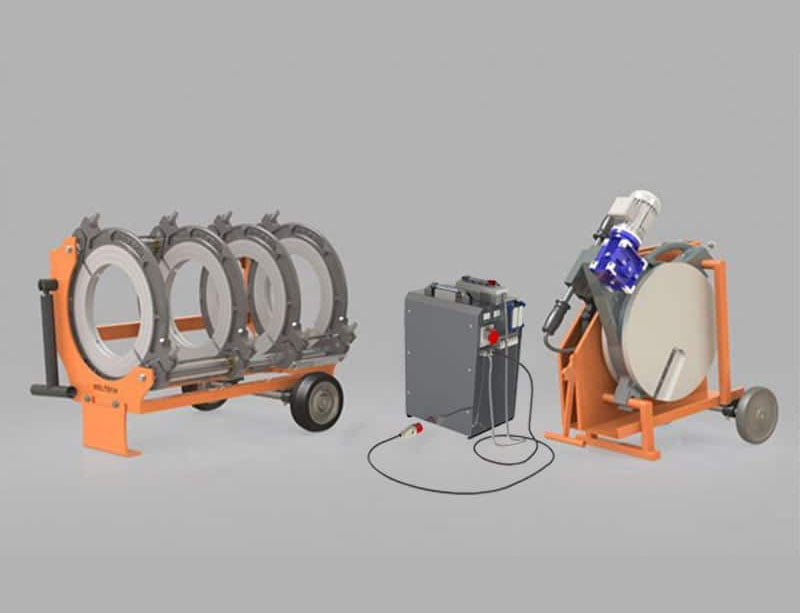










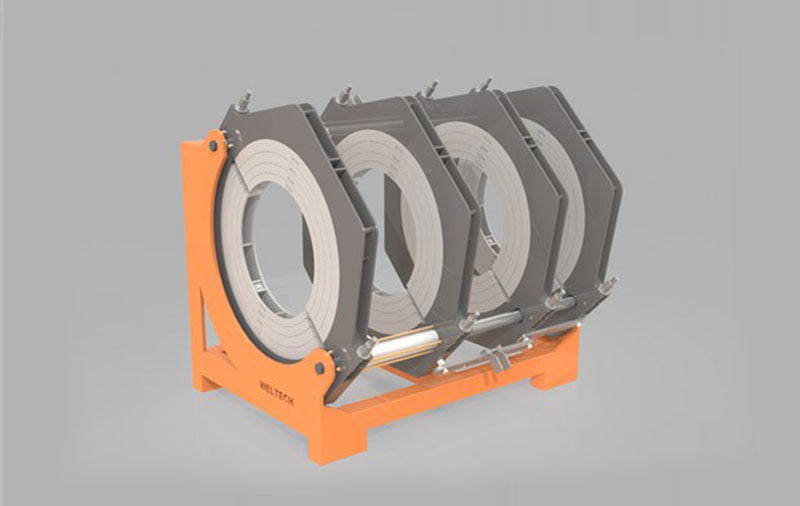


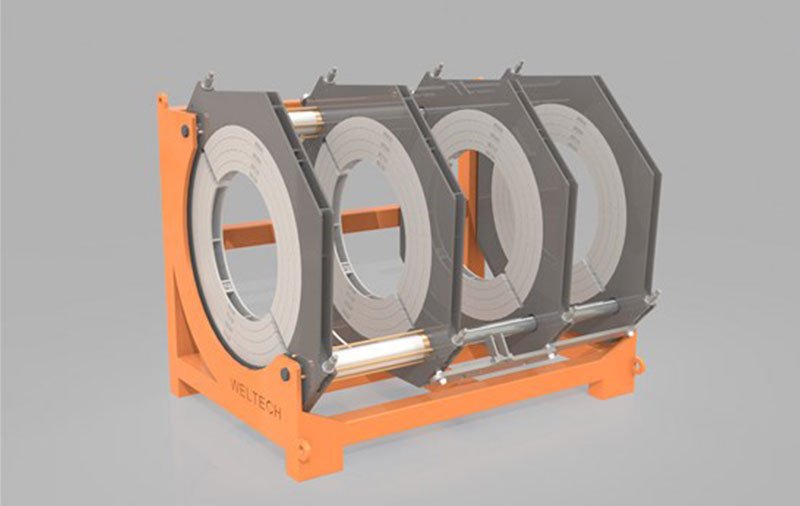











Corps principal de soudage bout à bout
Corps principal de la machine de soudage bout à bout; Avec deux pinces mobiles et deux fixes, il supporte les tuyaux en plastique à souder, les fixant et les centrant. Une force de pression hydraulique est appliquée au système. Avec les deux pistons sur l’arbre porteur, cette force dirige les pinces mobiles d’avant en arrière et fournit le mouvement requis pour que le processus de soudage ait lieu.
Tondeuse
Tondeuse de machine de soudage bout à bout; C’est l’élément de la machine de soudage bout à bout qui nettoie le bout des tuyaux fixés et centrés sur le corps principal avec les deux lames rotatives sur les côtés droit et gauche et les lames de coupe sur ces lames, avant le processus de chauffage et le rend prêt pour le chauffage. Le mouvement de rotation de la tondeuse est fourni par le groupe moteur et réducteur sur celui-ci.
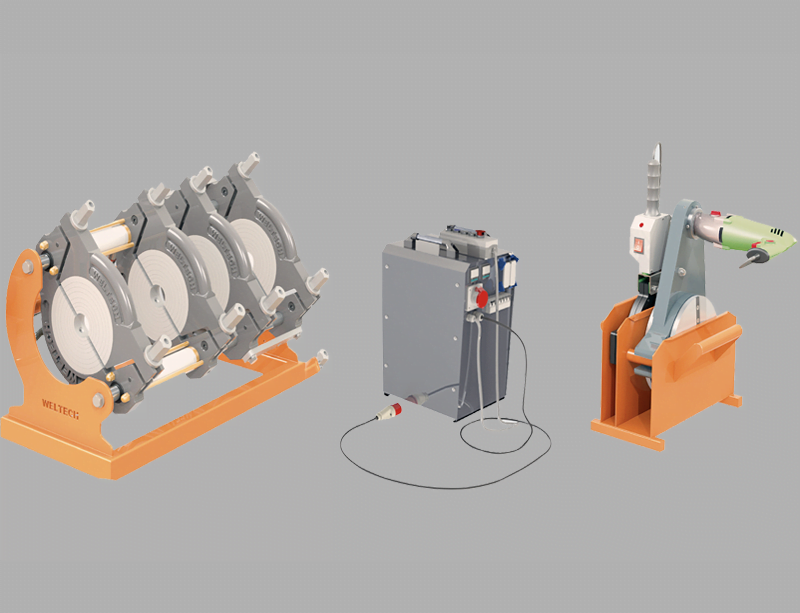
Chauffe-eau
Réchauffeur de machine de soudage bout à bout; C’est l’élément de la machine de soudage bout à bout qui prépare les surfaces bout à bout des tuyaux, qui sont amenées à la rugosité souhaitée par le processus de rasage, pour le processus d’assemblage en les chauffant avec la plaque chauffante. Le réglage de la température du réchauffeur se fait avec le thermostat de réglage de la température situé sur le réchauffeur.
Boîtier et boîte de support
Boîtier de machine de soudage bout à bout et boîte de support; Il empêche la perte de chaleur du radiateur et le rasoir protège des influences extérieures (chocs, eau, etc.) en soutenant le radiateur.
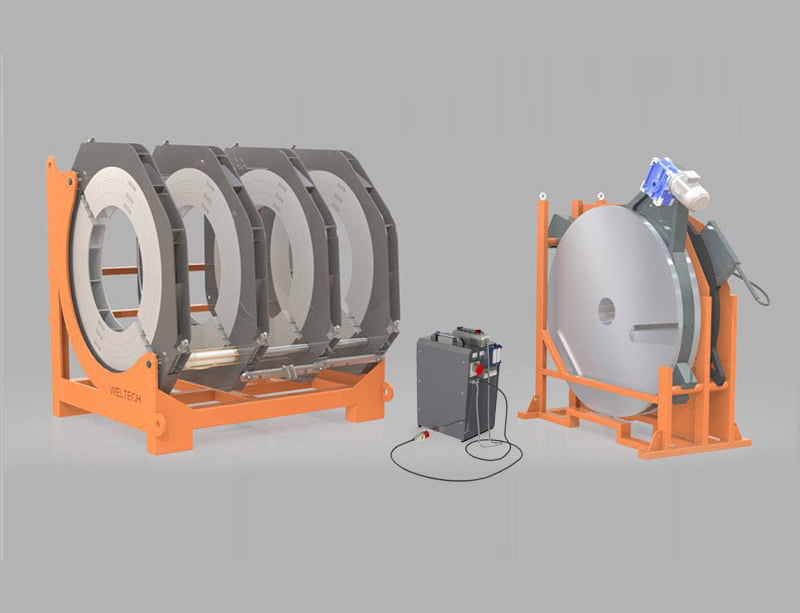
Fonctionnement de la machine de soudage bout à bout et du processus de soudage
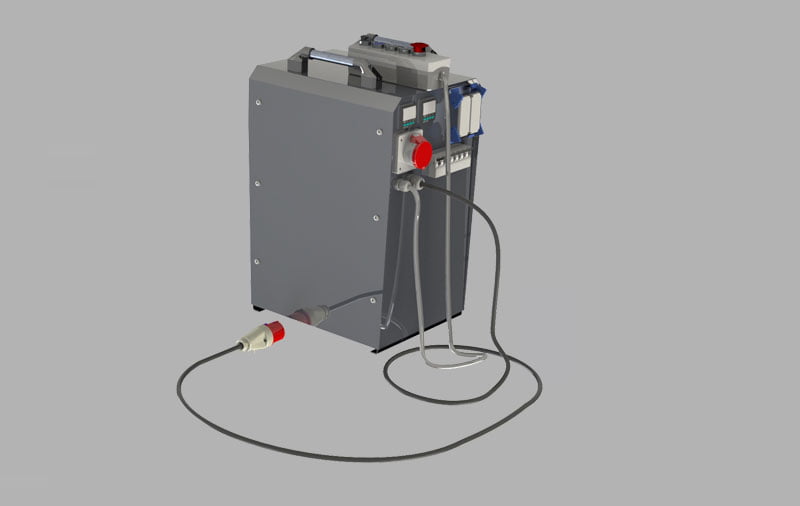
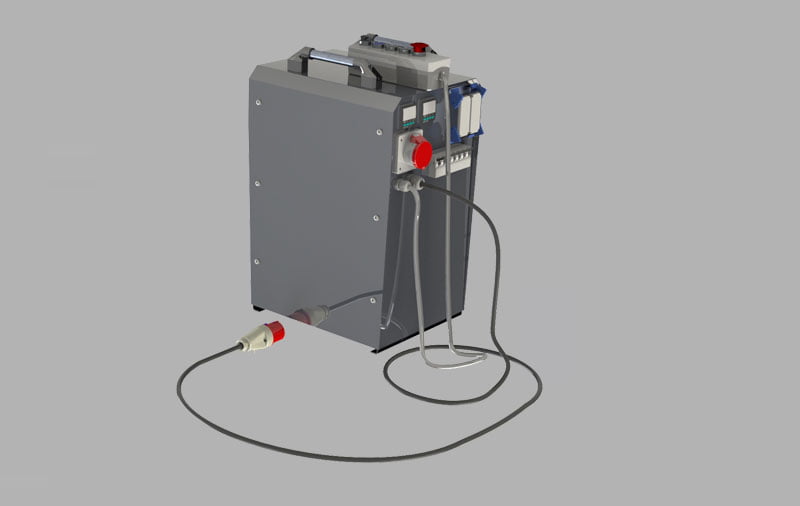
- La prise d’alimentation de l’unité électrique est insérée dans le générateur ou dans toute prise 220V – 380V.
- Avant de commencer le processus de soudage, l’appareil de chauffage est fixé au panneau électrique, l’électricité est fournie et chauffée.
- Le groupe de serrage mobile est actionné d’avant en arrière en utilisant le bras de mouvement et la machine se déplace en douceur.
- Des matrices adaptées au diamètre du tuyau sont sélectionnées et les tuyaux sont connectés à la machine principale avec des plaques de matrice, en tenant compte de l’espace requis pour le rasage.
- La tondeuse est extraite de la boîte de rangement et placée sur les arbres porteurs sur le corps principal. La goupille de sécurité est fermée.
- La fiche de la tondeuse est branchée sur la fiche de l’unité électrique et elle est actionnée en appuyant sur le bouton de démarrage. Les surfaces à raser par temps froid doivent être décongelées.
- En tournant le levier dans le sens des aiguilles d’une montre, le groupe de serrage mobile, qui a précédemment connecté des tuyaux, est déplacé vers le rasoir en état de fonctionnement et le processus de rasage est lancé. Il est rasé jusqu’à ce que nous nous assurions que les surfaces des tuyaux sont lisses et lisses. La pression de rasage à utiliser doit être contrôlée entre 20 et 60 bars.
- Après avoir observé que les surfaces des tuyaux ont été nettoyées, la fiche de la tondeuse est retirée du panneau électrique et placée dans son réservoir dans le boîtier de la tondeuse.
- On vérifie que le fer, qui était auparavant connecté à l’électricité, atteint la température de soudage réglée. Le tableau de température « T.01 » est pris comme référence pour la chaleur de soudage.
- Le fer qui a atteint la température souhaitée est extrait de la boîte de rangement et placé sur les arbres porteurs.
- Des tuyaux sont fixés à la surface de repassage revêtue de Téflon. Selon la valeur du matériau et du diamètre du tableau ci-joint, la force de soudage pour l’épaisseur de la lèvre (premier chauffage) est trouvée. En tenant compte des paramètres d’épaisseur de la lèvre (mm), l’épaisseur de la lèvre est obtenue et le premier processus de chauffage est effectué.
- Une fois l’épaisseur de la lèvre (premier chauffage) obtenue en respectant les paramètres de temps et de force, le processus de chauffage sans puissance (chauffage final) est lancé. Ici; Les extrémités des tuyaux sont chauffées sans appliquer de force, conformément au temps de chauffage indiqué dans le tableau ci-joint. Une fois le processus de chauffage terminé, les mâchoires de la pince sont ouvertes vers l’arrière (dans le sens inverse des aiguilles d’une montre) et le fer est retiré et placé dans son réservoir dans la boîte de rangement. Ensuite, en appliquant la force de soudage indiquée dans le tableau, les tuyaux sont amenés au bout et le processus de soudage est effectué. Remarque: la force de chauffage initiale (épaisseur de la lèvre) est la même que la force de soudage.
- Une fois le processus de soudage effectué, le tuyau bouilli est laissé refroidir pendant le temps indiqué dans le tableau ci-joint et refroidi. De cette manière, le processus de soudage se termine.
- Dans les modèles de machines CNC, la pression totale de soudage est trouvée automatiquement par la machine.
- L’huile hydraulique SHELL 46 est utilisée