




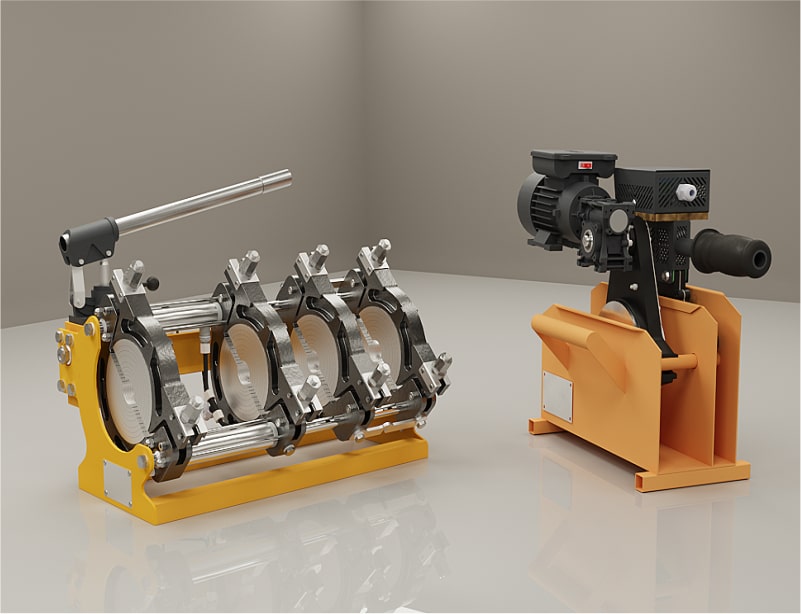



















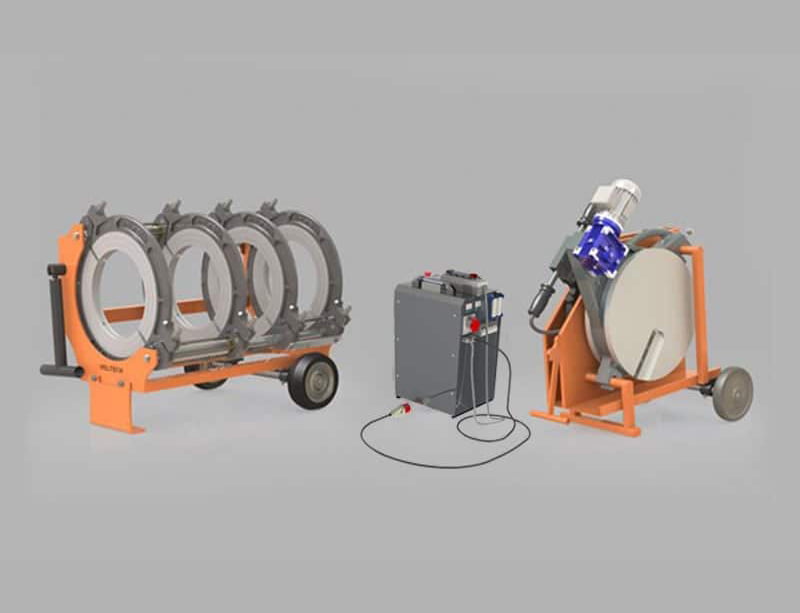





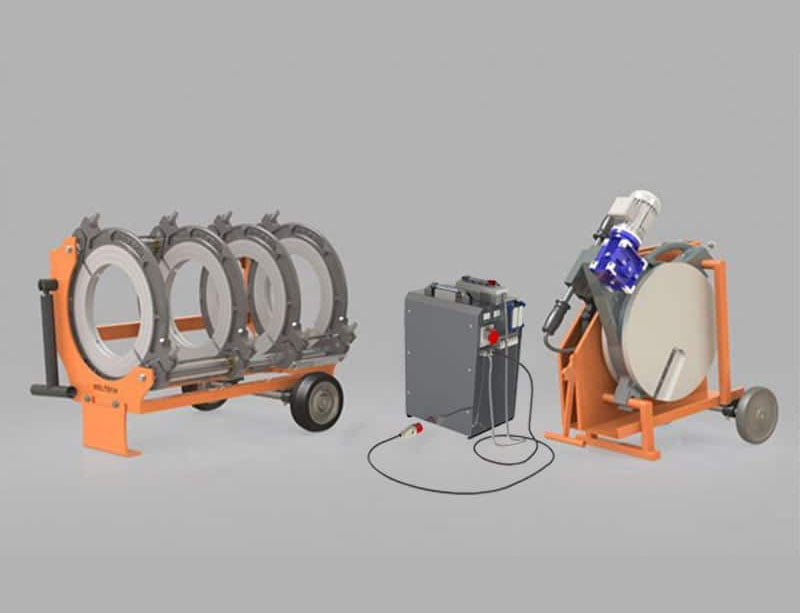










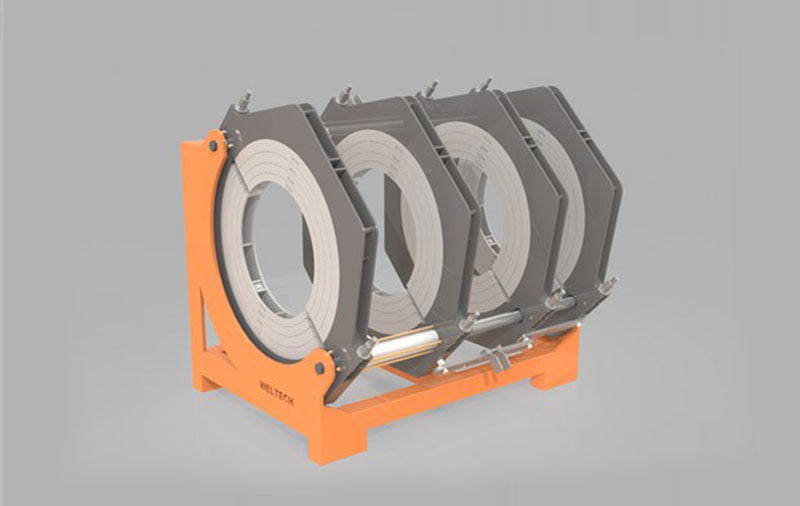



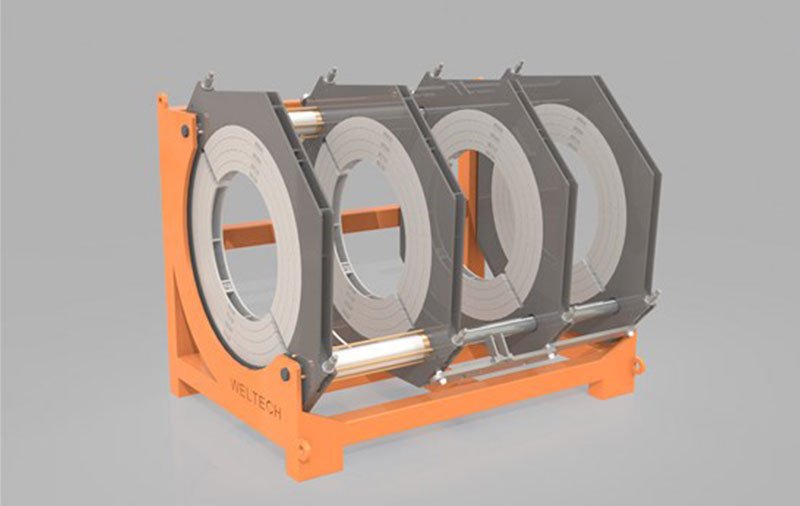











Alın Kaynak Ana Gövde
Alın Kaynak Makinesi Ana Gövde; üzerinde bulunan iki adet hareketli ve iki adet sabit kıskaç ile kaynak işlemi yapılacak plastik borulara destek olarak, sabitlenmesini ve merkezlenmesini sağlamaktadır. Sisteme hidrolik basınç kuvveti uygulanır. Taşıyıcı mil üzerinde bulunan iki adet piston ile bu kuvvet hareketli kıskaçları ileri ve geri yönlendirerek, kaynak işleminin gerçekleşmesi için gereken hareketi sağlar.
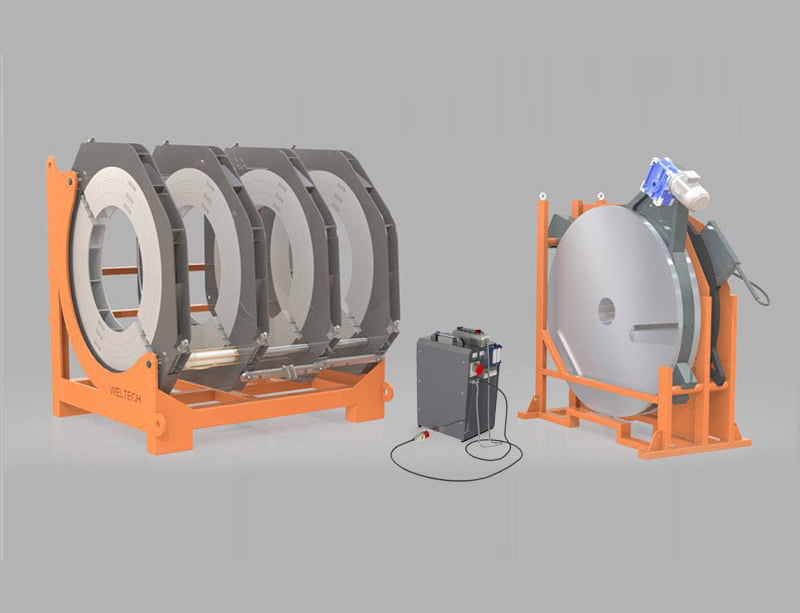
Traşlayıcı
Alın Kaynak Makinesi Traşlayıcı; sağ ve sol tarafında bulunan iki döner kanat ve bu kanatlar üzerinde bulunan kesici bıçaklar ile ana gövde üzerine sabitlenmiş ve merkezlenmiş boruların, ısıtma işleminden önce alın temizliğini yapan ve ısıtmaya hazır hale getiren alın kaynak makinesi elemanıdır. Traşlayıcının döner hareketi, üzerinde bulunan motor ve redüktör grubu tarafından sağlanır.
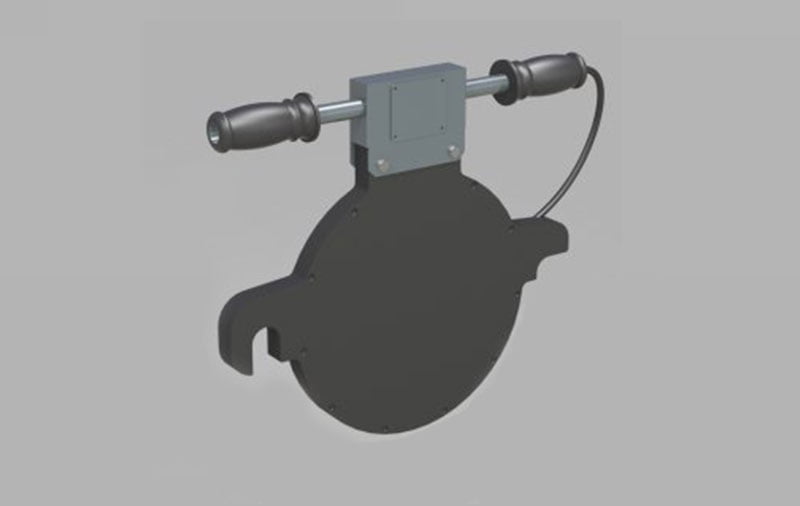
Isıtıcı
Alın Kaynak Makinesi Isıtıcı; traşlama işlemi ile istenilen pürüzlülüğe getirilen boru alın yüzeylerini ısıtma plakasıyla ısıtarak birleştirme İşlemine hazırlayan alın kaynak makinesi elemanıdır. Isıtıcının ısı derece ayarı ısıtıcı üzerinde bulunan ısı ayar termostatı ile yapılmaktadır.
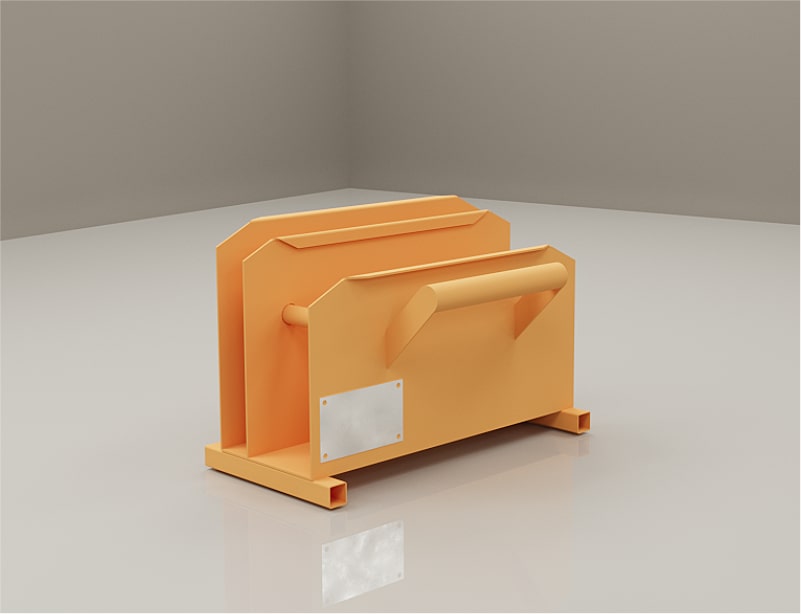
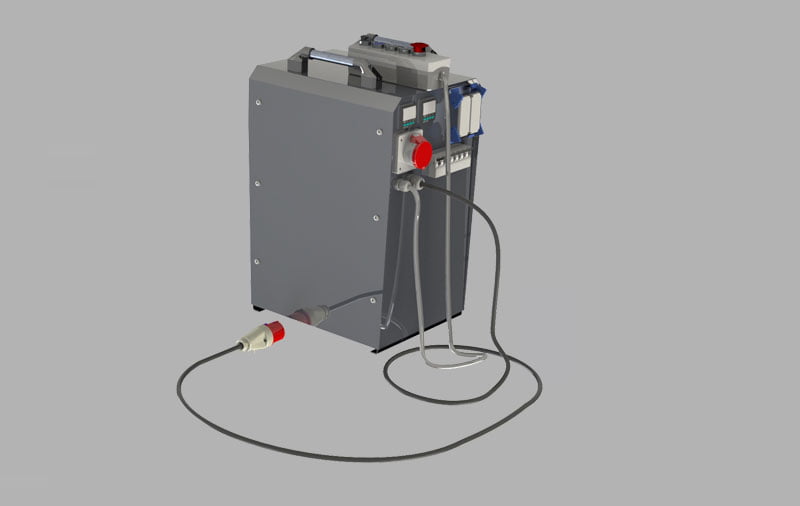
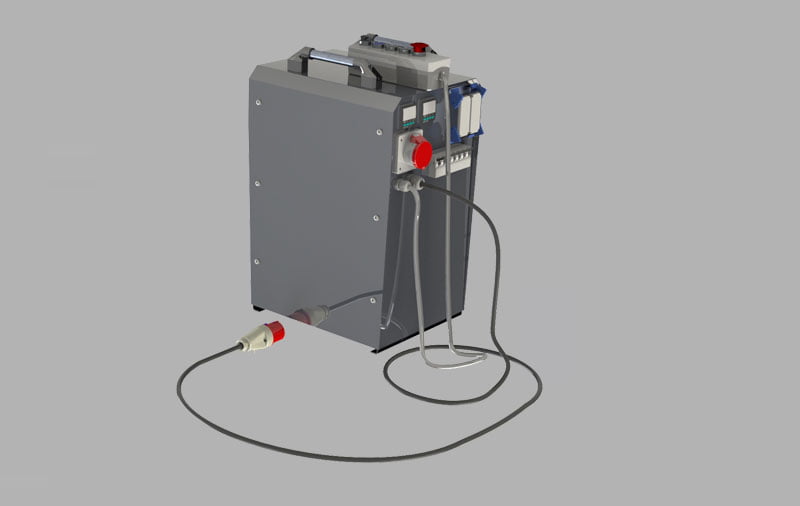
Muhafaza ve Destek Kutusu
Alın Kaynak Makinesi Muhafaza ve destek kutusu; ısıtıcının ısı kaybını önler ve traşlayıcı, ısıtıcıya destek olarak dışarıdan gelecek etkilere karşı (darbe, su, vb.) korur.
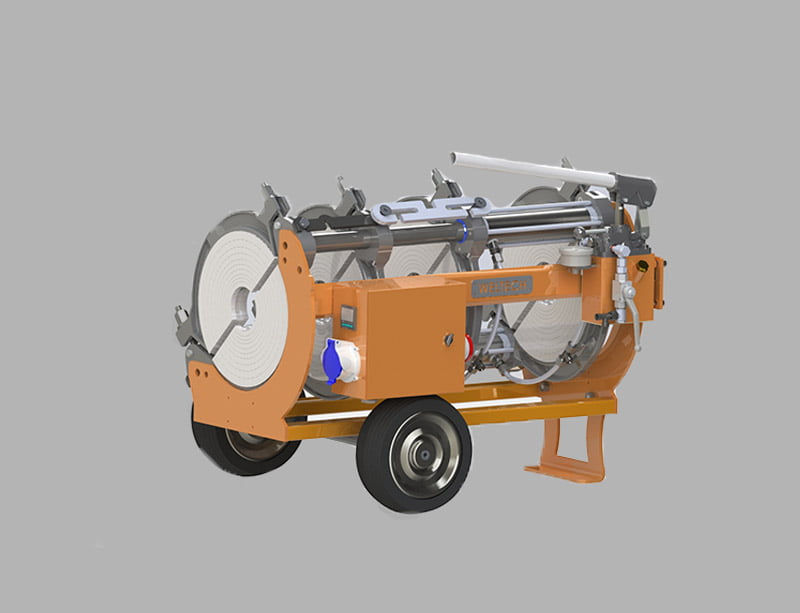
Alın Kaynak Makinasının Çalıştırılması ve Kaynak İşlemi
- Elektrik ünitesinin elektrik fişi, jeneratöre veya herhangi bir 220V – 380 V fişe takılır.
- Isıtıcı, kaynak işlemine başlamadan önce elektrik panosuna takılıp elektrik verilir ve ısıtılmaya başlanır.
- Hareket kolu kullanılarak hareketli kelepçe grubu ileri ve geri çalıştırılır ve makinenin problemsiz hareketi gözlenir.
- Boru çapına uygun paftalar seçilir, traşlama için gereken boşluk gözetilerek borular paftalarla ana makineye bağlanır.
- Traşlayıcı muhafaza kutusundan alınarak, ana gövde üzerinde bulunan taşıyıcı millere oturtulur. Emniyet pimi kapatılır.
- Traşlayıcının prizi elektrik ünitesi üzerindeki fişe takılır ve çalıştırma butonuna basılarak çalıştırılır. Soğuk havalarda traşlanacak yüzeylerin buzlarının çözünmüş olması gerekmektedir.
- Hareket kolu saat yönüne çevrilerek, üzerine daha önce bağlanmış borular bulunan, hareketli kelepçe grubu çalışır haldeki traşlayıcı yönüne hareket ettirilir ve traşlama işlemine başlanır. Boru yüzeylerinin düzgün ve pürüzsüz olduğundan emin olana kadar traşlama işlemi yapılır. Kullanılacak olan traşlama basıncı 20~60 bar aralığında kontrollü olarak yapılmalıdır.
- Boru yüzeylerinin temizlendiği gözlendikten sonra traşlayıcının, fişi elektrik panosundan çıkarılarak, traşlayıcı muhafaza kutusundaki haznesine konulur.
- Daha önce elektriğe takılmış olan ütünün ayarlanan kaynak sıcaklığına çıktığı kontrol edilir. Kaynak ısısı için sıcaklık tablosu “T.01” referans alınır.
- İstenilen sıcaklık derecesine ulaşmış ütü muhafaza kutusundan alınarak taşıyıcı millere oturtulur.
- Borular teflon kaplı ütü yüzeyine yanaştırılır. Ekte verilen tablodan malzeme ve çap değerine göre, dudak kalınlığı ( ilk ısıtma ) için kaynak kuvveti bulunur. Dudak kalınlığı (mm) parametreleri de göz önüne alınarak dudak kalınlığı elde edilir ve ilk ısıtma işlemi yapılır.
- Zaman ve kuvvet parametrelerine uyularak dudak kalınlığı (ilk ısıtma) elde edildikten sonra, kuvvetsiz ısıtma (son ısıtma) işlemine geçilir. Burada; ekteki tabloda verilen ısıtma süresine uyularak, boru uçları kuvvet uygulanmadan ısıtılır. Isıtma işlemi tamamlandıktan sonra, kelepçe çeneleri geri yönde (saat yönü tersi) açılır ve ütü çıkarılarak muhafaza kutusundaki haznesine konulur. Daha sonra tabloda verilen kaynak kuvveti uygulanarak borular alın alına getirilir ve kaynak işlemi gerçekleştirilir. Not: İlk ısıtma (dudak kalınlığı) kuvvetiyle kaynak kuvveti aynıdır.
- Kaynak işlemi gerçekleştirildikten sonra, kaynatılmış boru ekteki tabloda verilen süre kadar soğumaya bırakılır ve soğutulur. Bu şekilde kaynak işlemi sona erer.
- CNC model makinelerde toplam kaynak basıncı makine tarafından otomatik olarak bulunmaktadır.
- Hidrolik Yağ SHELL 46 kullanılır
HDPE Boru Alın Kaynak Makinalarının Avantajları
HDPE boru için alın kaynak makineleri, diğer kaynak makineleri türlerine göre bir dizi avantaj sunar. HDPE boru, güçlü ve dayanıklı bir plastik boru türüdür, bu da onu çeşitli uygulamalar için ideal kılar. Alın kaynak makineleri, HDPE boruları minimum ısı ve basınçla hızlı ve verimli bir şekilde birleştirmek için tasarlanmıştır.
- HDPE borular için alın kaynak makinelerinin ana avantajı, geleneksel kaynak yöntemlerine kıyasla çok daha kısa sürede güçlü, sızdırmaz kaynaklar oluşturabilmeleridir. Bu, onları su veya gaz boru hatlarının döşenmesi gibi büyük ölçekli projeler için ideal hale getirir.
- Alın kaynak makineleri HDPE boru ile kullanılmak üzere tasarlanmıştır, böylece iki boru parçası arasında doğru ve güvenilir bir şekilde güvenli bir bağlantı oluşturabilirler. Bu, kurulumu maliyetli ve zaman alıcı olabilecek ek bağlantı parçalarına olan ihtiyacı ortadan kaldırır.
- Alın kaynak makineleri ayrıca yüksek derecede doğruluk ve hassasiyet sunar. Bunun nedeni, makinelerin iki boru parçasını birbirine kaynaklamadan önce tam olarak hizalayacak şekilde tasarlanmış olmasıdır. Bu, kaynakların güçlü ve güvenli olmasını ve boruların doğru yönde birleştirilmesini sağlamaya yardımcı olur.
- Alın kaynak makineleri, kolay ve tutarlı çalışmayı sağlayan otomatik kontrollerle donatılmıştır.
- Alın kaynak makineleri nispeten ucuzdur ve kullanımı kolaydır. Minimum kurulum gerektirirler ve tek bir kişi tarafından çalıştırılabilirler, bu da onları küçük ölçekli projeler için ideal kılar.
- Alın kayna makineleri, hafif ve taşınabilir olacak şekilde tasarlanmıştır, bu nedenle gerektiğinde farklı konumlara taşınabilirler. Bu, onları birden fazla yerde HDPE boruya kaynak yapması gereken yükleniciler için ideal bir seçim haline getirir.