













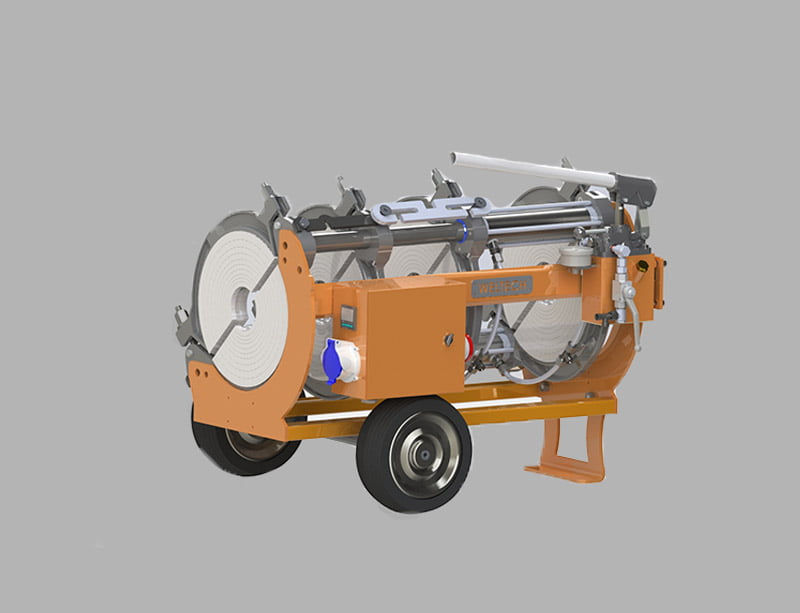










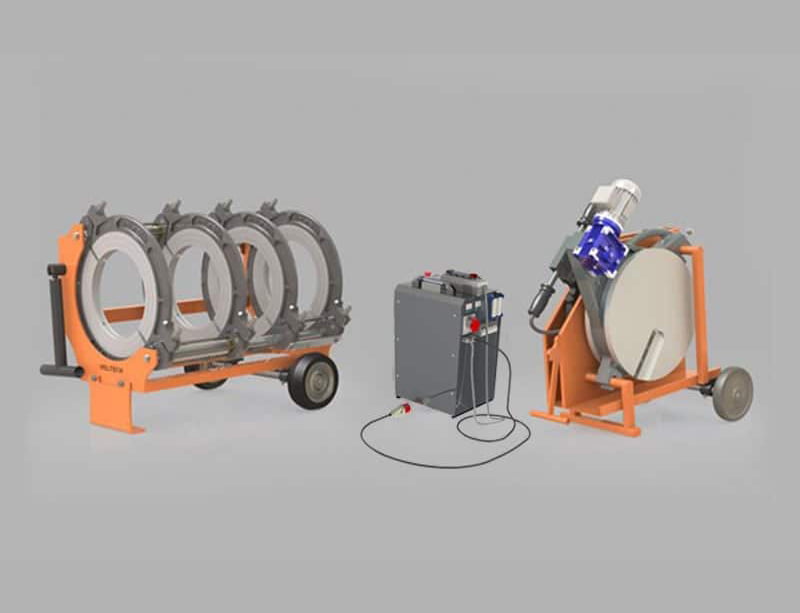















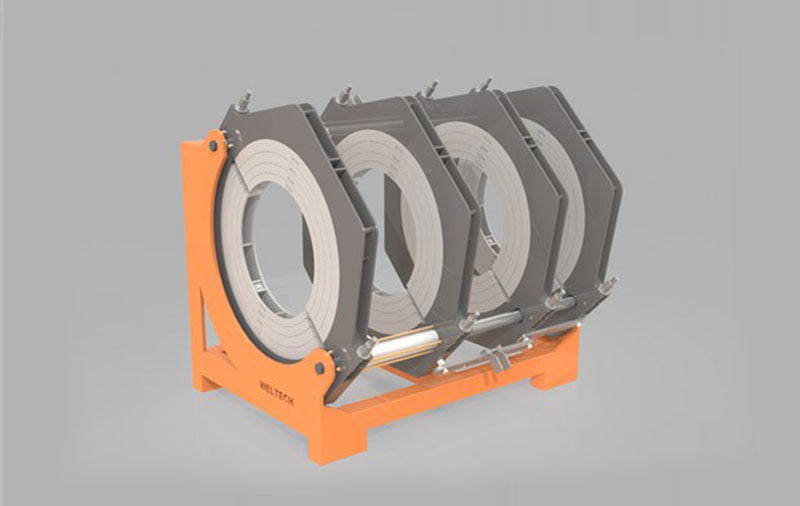



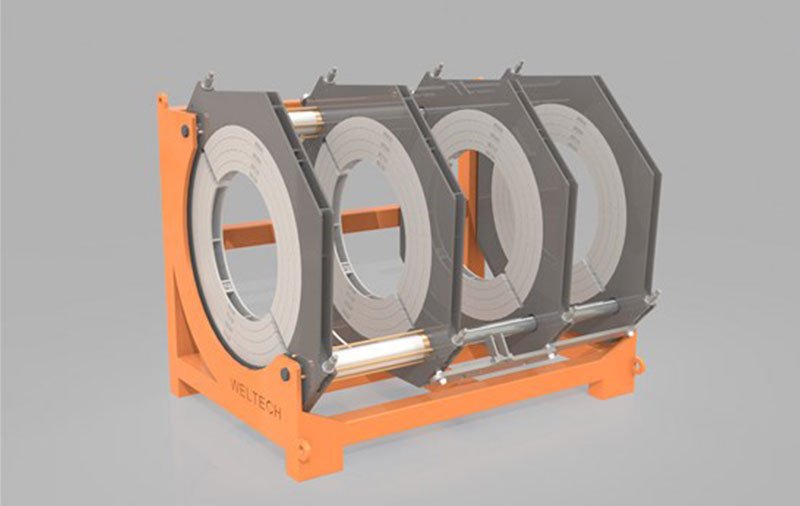











Cuerpo principal de soldadura a tope
Cuerpo principal de la máquina de soldadura a tope; Con dos abrazaderas móviles y dos fijas, soporta los tubos plásticos a soldar, fijándolos y centrando. Se aplica fuerza de presión hidráulica al sistema. Con dos pistones en el eje del portador, esta fuerza dirige las abrazaderas móviles hacia adelante y hacia atrás y proporciona el movimiento requerido para que tenga lugar el proceso de soldadura.
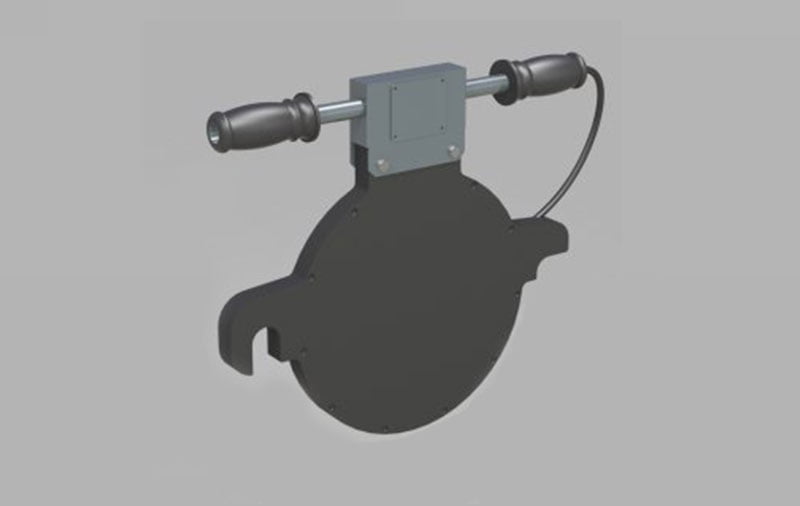
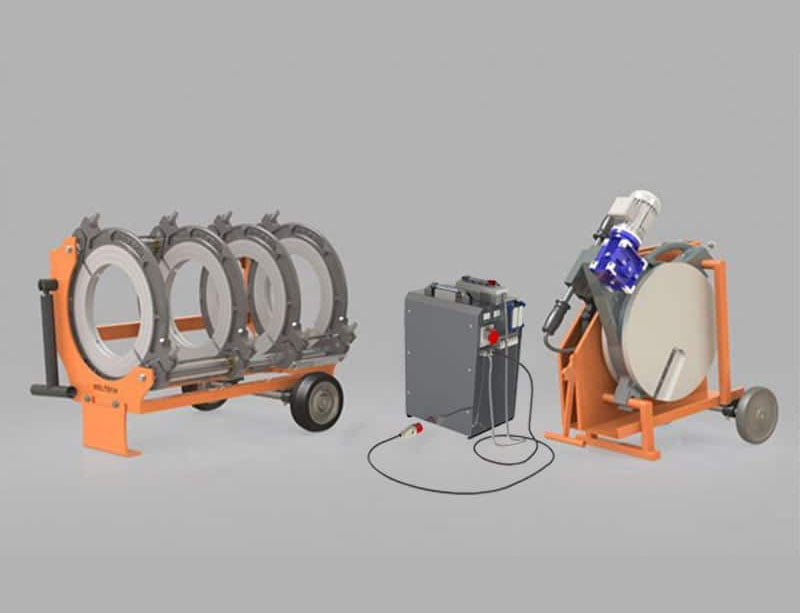
Recortadora
Recortadora de máquina de soldadura a tope; Es un elemento de máquina de soldadura a tope que limpia el tope de los tubos fijados y centrados en el cuerpo principal con las dos cuchillas giratorias en los lados derecho e izquierdo y las cuchillas de corte en estas cuchillas, antes del proceso de calentamiento y lo deja listo para calentar. El movimiento rotatorio de la recortadora es proporcionado por el motor y el grupo reductor en él.
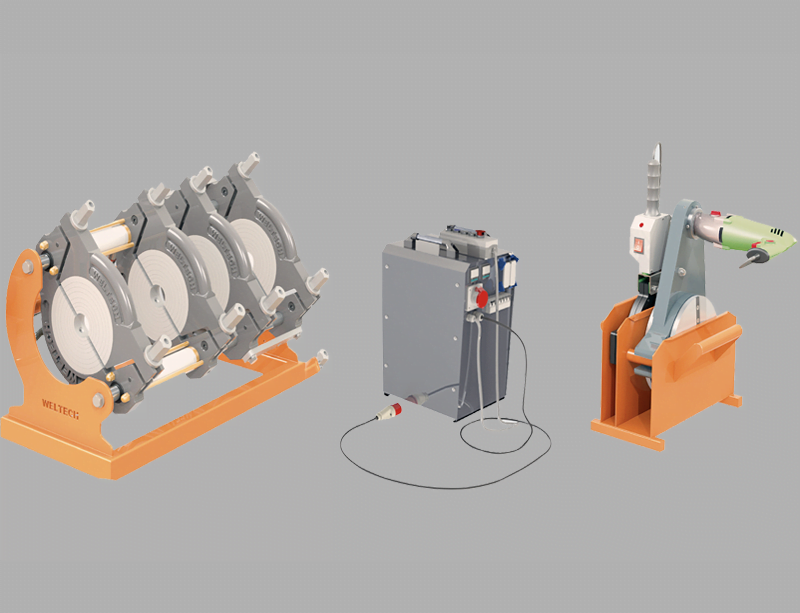
Calentador
Calentador de máquina de soldadura a tope; Es el elemento de la máquina de soldadura a tope el que prepara las superficies frontales de la tubería, que se llevan a la rugosidad deseada con el proceso de afeitado, para el proceso de unión por calentamiento con la placa calefactora. El ajuste de temperatura del calentador se realiza con el termostato de ajuste de temperatura ubicado en el calentador.
Caja y caja de soporte
Carcasa de la máquina de soldadura a tope y caja de soporte; Evita la pérdida de calor del calentador y la afeitadora protege contra influencias externas (impacto, agua, etc.) al soportar el calentador.
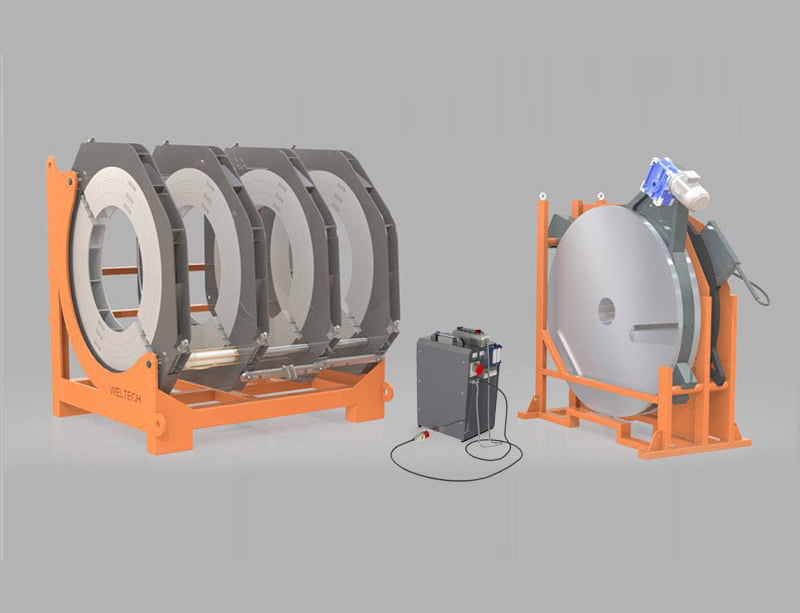
Operación de la máquina de soldadura a tope y el proceso de soldadura
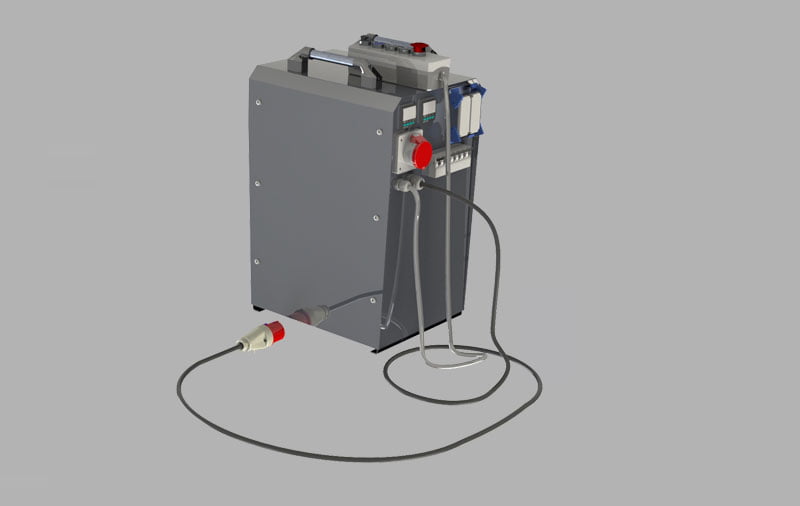
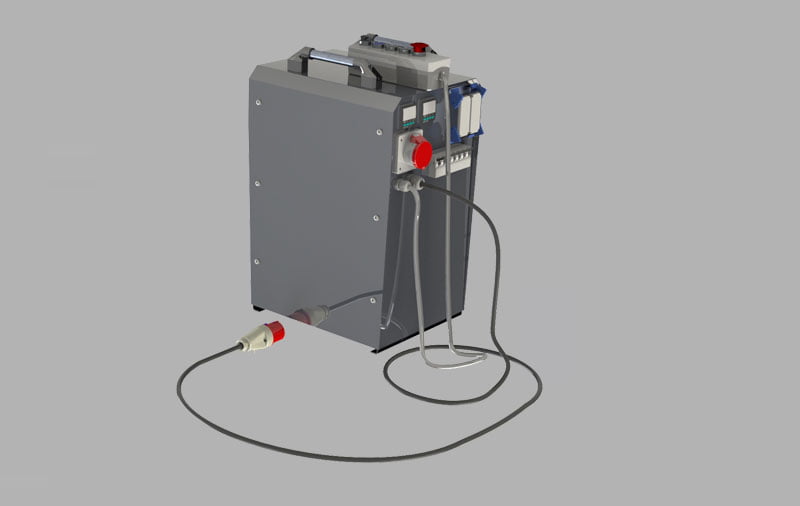
- El enchufe de alimentación de la unidad eléctrica se inserta en el generador o en cualquier enchufe 220V – 380V.
- Antes de comenzar el proceso de soldadura, el calentador se conecta al panel eléctrico, se suministra electricidad y se calienta.
- El grupo de abrazadera móvil se acciona hacia adelante y hacia atrás utilizando la palanca de movimiento y la máquina se mueve suavemente.
- Se seleccionan matrices adecuadas para el diámetro de la tubería y las tuberías se conectan a la máquina principal con placas de matriz, teniendo en cuenta el espacio requerido para el afeitado.
- La recortadora se saca de la caja de almacenamiento y se coloca en los ejes del portador en el cuerpo principal. El imperdible está cerrado.
- El enchufe de la recortadora se conecta al enchufe de la unidad eléctrica y se opera presionando el botón de inicio. Las superficies que se afeitarán en climas fríos deben descongelarse.
- Girando la palanca en el sentido de las agujas del reloj, el grupo de abrazadera móvil, que previamente ha conectado tubos, se mueve hacia la afeitadora en condiciones de trabajo y se inicia el proceso de afeitado. Se afeita hasta que nos aseguremos de que las superficies de la tubería estén lisas y lisas. La presión de afeitado que se utilizará debe controlarse entre 20 ~ 60 bar.
- Una vez que se observa que se han limpiado las superficies de la tubería, se retira el tapón de la recortadora del panel eléctrico y se coloca en su depósito en la caja de la recortadora.
- Se comprueba que la plancha, previamente enchufada a la electricidad, alcance la temperatura de soldadura ajustada. Para el calor de soldadura se toma como referencia la tabla de temperaturas «T.01».
- La plancha que ha alcanzado la temperatura deseada se saca de la caja de almacenamiento y se coloca en los ejes del portador.
- Los tubos están unidos a la superficie de hierro recubierta de teflón. Según el valor de material y diámetro de la tabla adjunta, se encuentra la fuerza de soldadura para el espesor del labio (primer calentamiento). Teniendo en cuenta los parámetros del grosor del labio (mm), se obtiene el grosor del labio y se realiza el primer proceso de calentamiento.
- Una vez obtenido el grosor del labio (primer calentamiento) cumpliendo los parámetros de tiempo y fuerza, se inicia el proceso de calentamiento sin fuerza (calentamiento final). Aquí; Los extremos de los tubos se calientan sin aplicar fuerza, de acuerdo con el tiempo de calentamiento indicado en la tabla adjunta. Una vez finalizado el proceso de calentamiento, las mordazas de la abrazadera se abren hacia atrás (en sentido antihorario) y la plancha se retira y se coloca en su depósito en la caja de almacenamiento. Luego, aplicando la fuerza de soldadura que se indica en la tabla, los tubos se llevan a tope y se realiza el proceso de soldadura. Nota: La fuerza de calentamiento inicial (grosor del labio) es la misma que la fuerza de soldadura.
- Una vez realizado el proceso de soldadura, la tubería hervida se deja enfriar durante el tiempo indicado en la tabla adjunta y se enfría. De esta forma finaliza el proceso de soldadura.
- En las máquinas modelo CNC, la máquina calcula automáticamente la presión total de soldadura.
- Se utiliza aceite hidráulico SHELL 46