
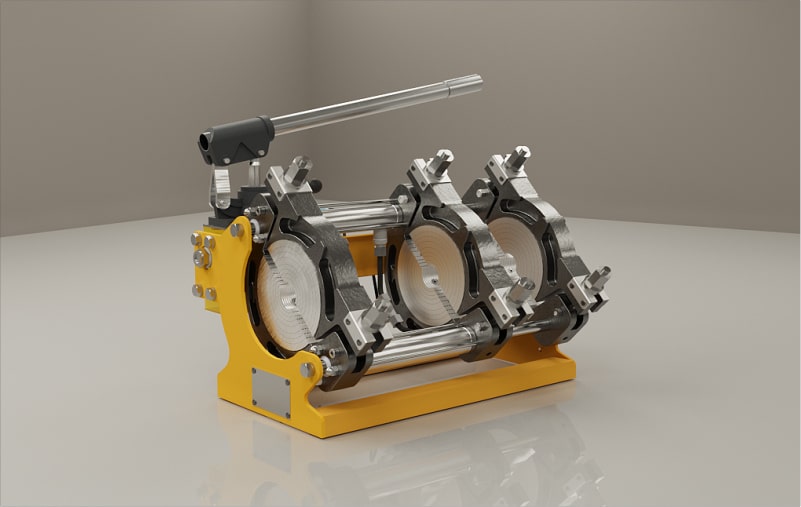





































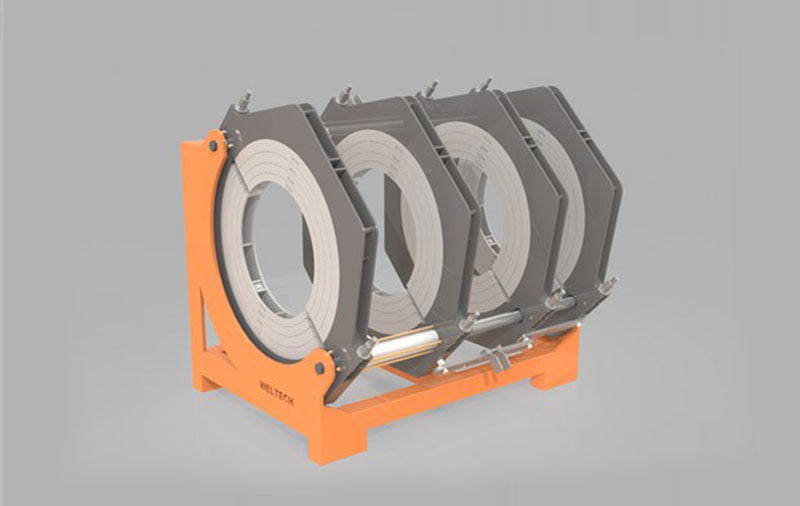



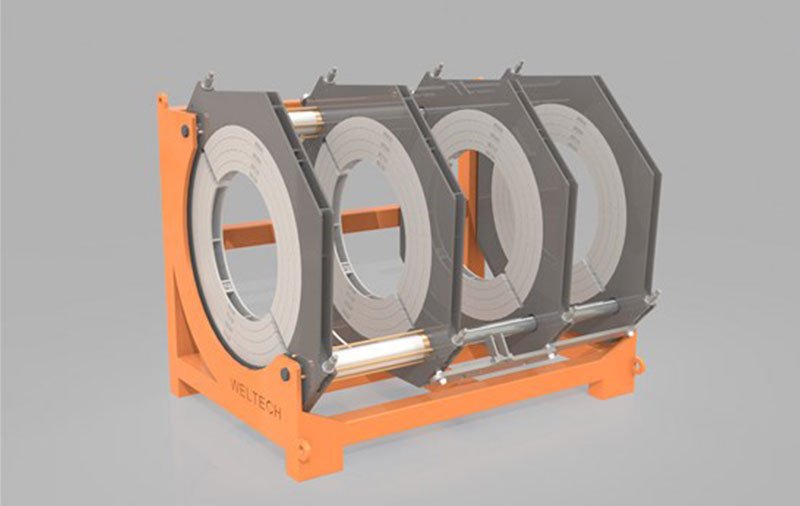











Основной корпус для стыковой сварки
Основной корпус машины для стыковой сварки; С двумя подвижными и двумя фиксированными зажимами он поддерживает свариваемые, фиксирующие и центрирующие пластиковые трубы. К системе приложена сила гидравлического давления. С двумя поршнями на несущем валу эта сила направляет подвижные зажимы вперед и назад и обеспечивает движение, необходимое для процесса сварки.
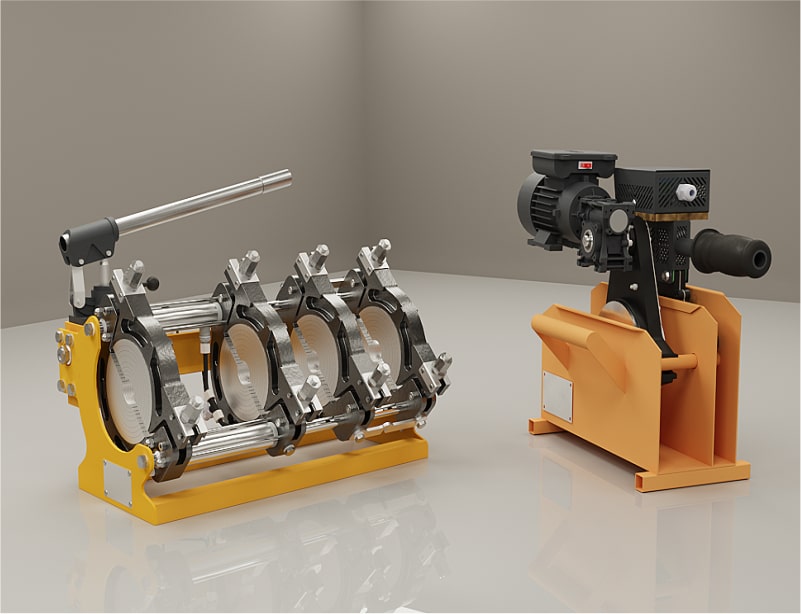
Триммер
Триммер для стыковой сварки; Это элемент машины для стыковой сварки, который очищает стык труб, закрепленных и центрированных на основном корпусе, двумя вращающимися лезвиями с правой и левой стороны и режущими лезвиями на этих лезвиях перед процессом нагрева и подготавливает его к нагреву. Вращательное движение триммера обеспечивается двигателем и редуктором на нем.
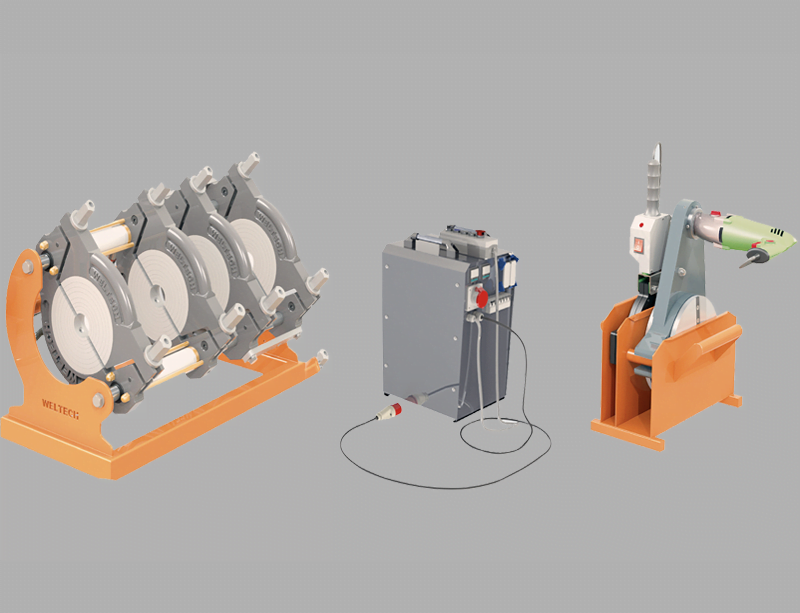
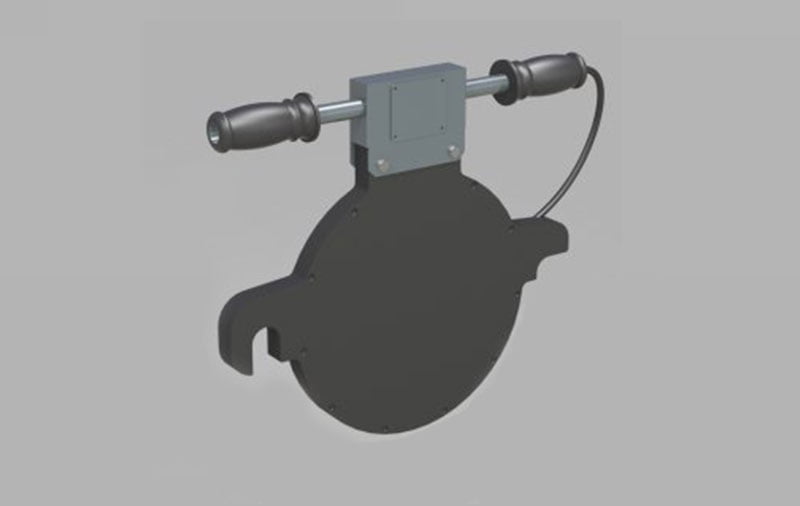
Нагреватель
Подогреватель машины для стыковой сварки; Именно элемент машины для стыковой сварки подготавливает стыковые поверхности труб, которые в процессе бритья доводятся до желаемой шероховатости, к процессу соединения путем нагрева нагревательной пластиной. Регулировка температуры нагревателя осуществляется с помощью термостата регулировки температуры, расположенного на нагревателе.
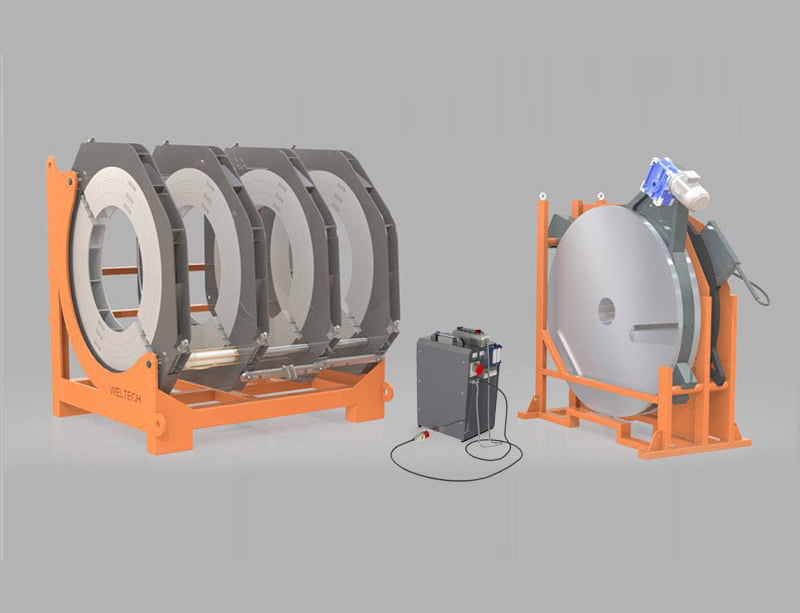
Корпус и опорный ящик
Корпус аппарата для стыковой сварки и опорный ящик; Он предотвращает потерю тепла нагревателем, а бритва защищает от внешних воздействий (удары, вода и т. Д.), Поддерживая нагреватель.
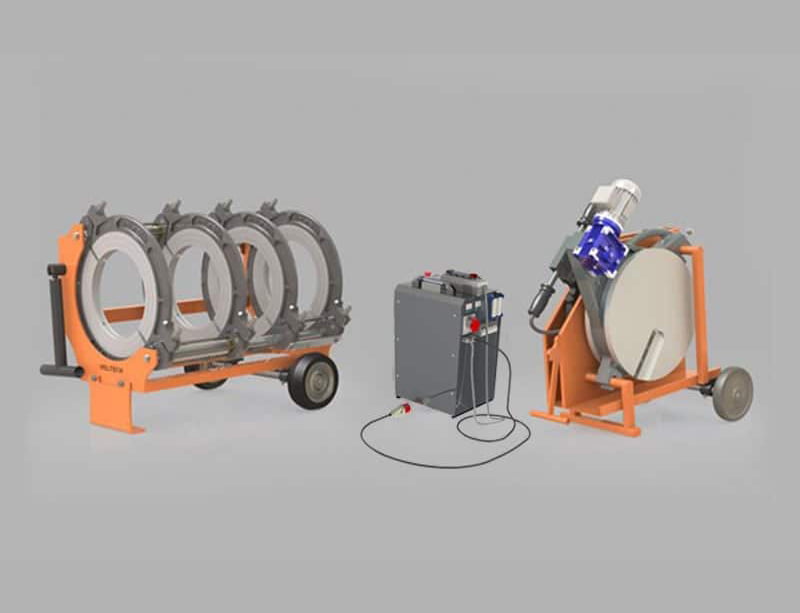
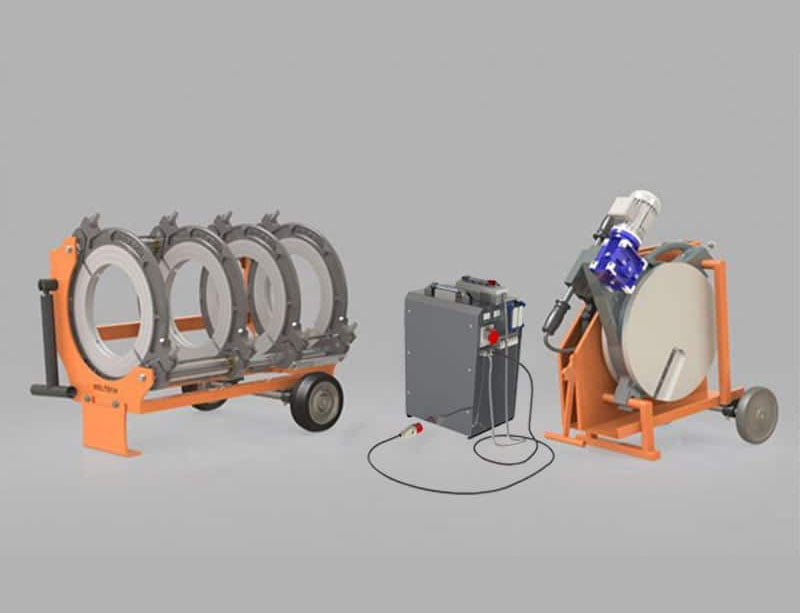
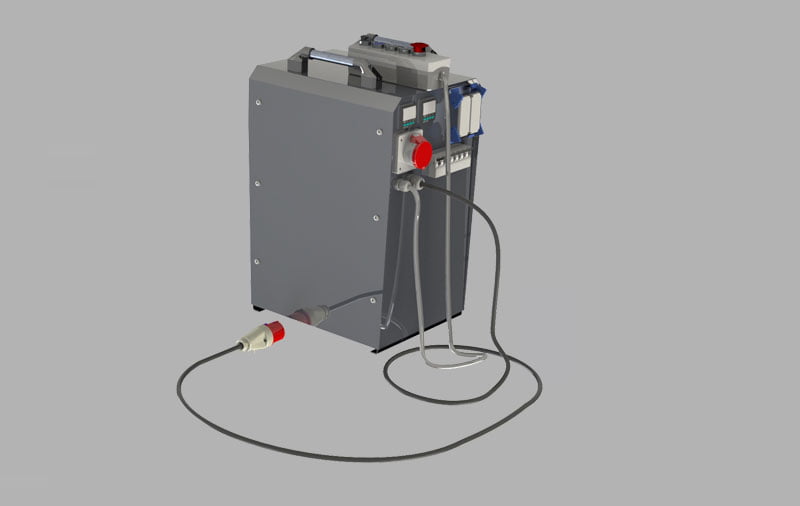
Эксплуатация машины для стыковой сварки и сварочный процесс
- Вилку электрического блока вставляют в генератор или любую вилку 220–380 В.
- Перед началом процесса сварки к электрическому щитку крепят ТЭН, подводят электричество и нагревают.
- Подвижная группа зажимов управляется вперед и назад с помощью рычага перемещения, и обеспечивается беспроблемное движение машины.
- Выбираются фильеры, подходящие для диаметра трубы, и трубы соединяются с основной машиной с помощью фильерных пластин с учетом пространства, необходимого для стружки.
- Триммер вынимается из ящика для хранения и помещается на несущие оси на основном корпусе. Английская булавка закрыта.
- Вилка триммера вставляется в вилку на электрическом блоке и приводится в действие нажатием кнопки пуска. Бреемые в холодную погоду поверхности необходимо разморозить.
- Поворачивая рычаг по часовой стрелке, подвижная группа зажимов, к которой ранее были подключены трубы, перемещается к бритве в рабочем состоянии, и процесс бритья начинается. Его бреют до тех пор, пока мы не убедимся, что поверхности трубы гладкие и гладкие. Давление для бритья должно быть в пределах 20 ~ 60 бар.
- После того, как будет замечено, что поверхности трубы очищены, штекер триммера снимается с электрической панели и помещается в резервуар в коробке триммера.
- Проверяется, достигает ли утюг, который ранее был подключен к электричеству, заданной температуры сварки. Для плавки сварки используется таблица температур «T.01».
- Нагревший до нужной температуры утюг извлекается из ящика для хранения и кладется на несущие стержни.
- К гладильной поверхности с тефлоновым покрытием крепятся трубы. По материалу и значению диаметра из прилагаемой таблицы определяется сварочное усилие для толщины кромки (первый нагрев). С учетом параметров толщины кромки (мм) получается толщина кромки и выполняется первый процесс нагрева.
- После получения толщины кромки (первого нагрева) с соблюдением временных и силовых параметров запускается процесс бессильного нагрева (окончательный нагрев). Вот; Концы труб нагревают без приложения силы в соответствии со временем нагрева, указанным в прилагаемой таблице. После завершения процесса нагрева зажимные губки открываются назад (против часовой стрелки), утюг извлекается и помещается в резервуар в ящике для хранения. Затем, приложив сварочное усилие, указанное в таблице, трубы доводятся до стыка и выполняется процесс сварки. Примечание. Начальное усилие нагрева (толщина кромки) такое же, как при сварке.
- После завершения процесса сварки вареной трубе дают остыть в течение времени, указанного в прилагаемой таблице, и охлаждают. На этом процесс сварки заканчивается.
- В моделях станков с ЧПУ общее сварочное давление автоматически определяется машиной.
- Используется гидравлическое масло SHELL 46